 搜索
搜索
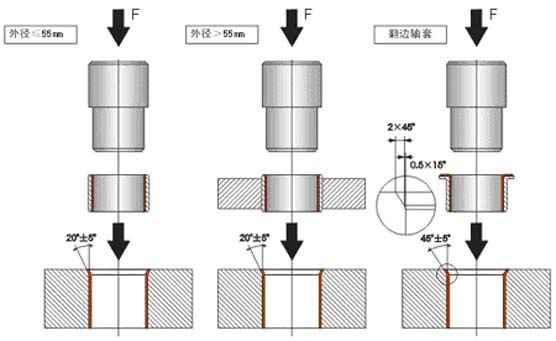
1. 裝配前應確保軸套、座孔表面無異物,座孔表面應盡可能光潔以免在裝配時劃傷。
2. 裝配時可在軸套外表面適當涂上潤滑油,幫助軸套較方便地安裝,但不易過多以免在重載或往復運動 時軸套會脫離出來。
3. 裝配時應采用芯軸慢慢壓入(建議使用油壓機),禁止直接敲打軸套以免發生變形。
4. 座孔設計時如需采用易變形材料或座孔壁厚較薄時,請予以說明,以免壓裝時使座孔變形。
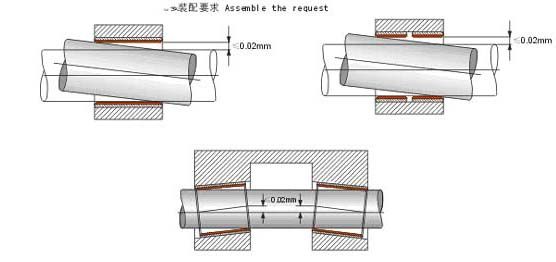
5. 為了使裝配更簡單且不會破壞耐磨層,軸的端面必須有倒角圓滑過度,軸的材質建議為軸承鋼表面淬火處理 HRC45 ,表面粗糙度為 Rz2-3,表面也可鍍硬鉻。
6. 裝配時有可能的話,請在軸表面涂上油脂以縮短軸套走合期。
軸套檢驗方式:
1. 外徑:采用環規通(GO)與止(NO GO)方式,環規通端為外徑最大尺寸,環規止端為外徑最小尺寸。
2. 內徑:將軸套壓入基準孔( H7 中間值公差)用圓柱塞規檢驗軸套,塞規的通端為軸套內孔最小尺寸,塞規的止端為軸套內孔最大尺寸。一般卷制類軸套內孔的精度等級為 H9 。
3. 環規、塞規尺寸按 DIN1494 第一部分。
 蘇公網安備 32050902101203號
蘇公網安備 32050902101203號